The production of pure hydrogen (up to 99.9999%) is essential for a number of industries in very different fields. In association with our European principals having more than 80 realized hydrogen production plants worldwide, we are capable to provide highly cost-effective, customized and proven solutions for hydrogen generation plants based on natural gas, on LPG, naphtha, methanol and other hydrocarbon feeds.
The production of pure hydrogen (up to 99.9999%) is essential for a number of industries in very different fields. In association with our European principals having more than 80 realized hydrogen production plants worldwide, we are capable to provide highly cost-effective, customized and proven solutions for hydrogen generation plants based on natural gas, on LPG, naphtha, methanol and other hydrocarbon feeds.
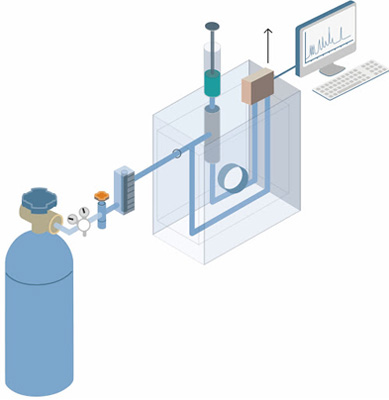
High purity hydrogen is produced by steam reforming of a hydrocarbon combined with a PSA purification step. The feed is mixed with a split stream of hydrogen and then preheated in the heat exchanger prior to passing a sulphur removal. The feed is then mixed with superheated steam. Whilst passing the catalyst in the reformer tubes, the mixture of water vapour and feed is converted into a syngas consisting of H2, CO, CO2, H2O and CH4.
The hot syngas passes the heat exchanger in which the main part of sensible heat is utilised, thus adjusting the temperature of the syngas for the subsequent CO-shift. In the cooler following the CO-shift, the syngas is cooled to ambient temperatures, whilst simultaneously water vapour is condensed and subsequently separated. The syngas further passes through the molecular sieve PSA purification unit where hydrogen is isolated to the specified purity.
The reformer is fired by a high-velocity burner which burns fuel and tail gas. Tailgas produced in the PSA purification unit is buffered in the tail gas buffer tank. The hot flue gases of the reformer pass the waste heat boiler prior to being used to superheat feed/steam mixture and to preheat the feed in the heat exchangers.
Methanol Reforming
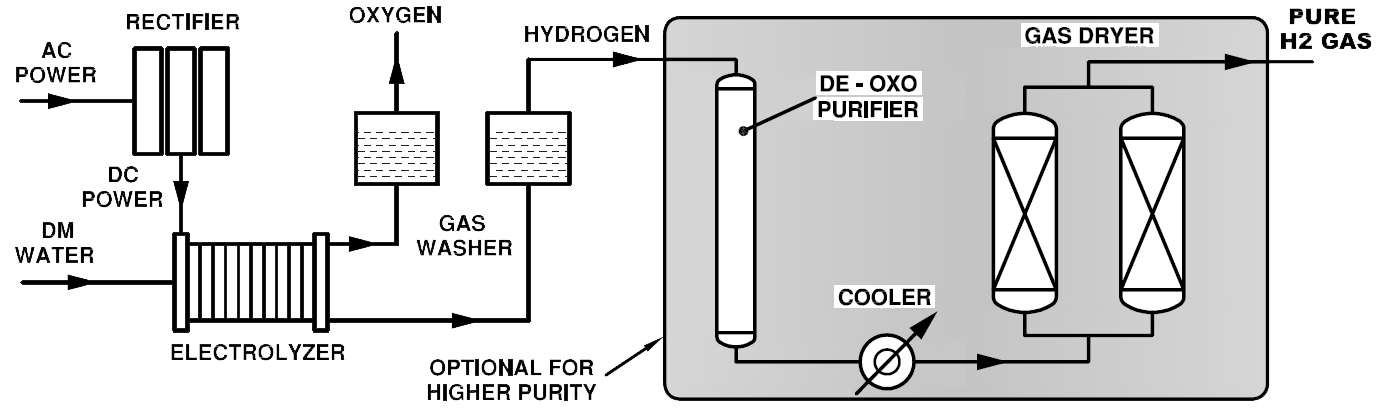
High purity hydrogen is produced by methanol reforming combined with a PSA purification step.
A mixture of methanol and DM water is vapourised in heat exchangers. After passing through the heated catalyst, the methanol/water vapour mixture is converted into a syngas consisting of H2, CO, CO2, CH4 and water vapour. In a cooler, the syngas is cooled to ambient temperatures, whilst simultaneously water vapour is condensed and recycled to the storage tank. The syngas now passes the molecular sieve PSA purification unit, where the hydrogen is isolated to the specified purity. The tail gas from the PSA purification unit is sent to the buffer tank. From the buffer tank, the tail gas is used as fuel for the required process heat.
The required heat for the process can be supplied either by our Principal’s unique circulation of hot inert gas or by a thermal oil system.
Using the circulation of inert gas instead of thermal oil as heat transfer fluid for heating, the reformer makes a thermal oil system obsolete and avoids all costs and problems of handling thermal oil.
A thermal oil heated plant may be more feasible for installations in an environment where thermal oil is already available or in very large MeOH based reforming plants (more than apx. 2000 Nm³/h H2) as the physical equipment size of the circulated inert gas-based plant grows disproportionally.